SA30
Roughing & semi-finishing heat resistant alloys|
High speed and efficienct machining of heat resistant alloys
Roughing (no scale) to semi-finishing heat resistant alloys
Turning/Grooving/Milling

| Grade | Material | Operation type | Machining | Cutting speed (m/min) | Feed(mm/rev) | DOC(mm) | Coolant |
|---|---|---|---|---|---|---|---|
| wh03-wh04 | Heat resistant alloys | Turning | Roughing | 180 – 300 | 0.12 – 0.25 | 1.0 – 2.5 | WET |
| Profiling / Semi-finishing | 180 – 330 | 0.1 – 0.25 | 1.0 – 2.0 | ||||
| Grooving | 0.05 – 0.10 | – | |||||
| Milling | Indexable | 600 – 1000 | 0.07 – 0.12 | 1.0 – 2.5 | DRY |
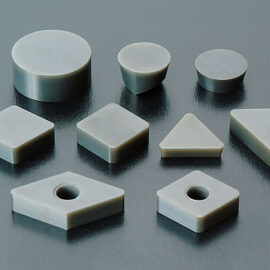
Silicon nitride (Si3N4) is combined with Aluminum (Al) and oxygen (O) to make SiAlON.
Sialon has needle-shaped particles similar to that of Silicon nitride.
The arrangement of these particles makes the material withstand the impact force during cutting.
The addition of the alumina improves its heat resistance characteristics.
The property advantages makes it perfect for machining heat resistant alloys.
")

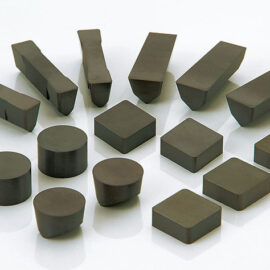
The addition of the silicon carbide (SiC) to alumina greatly improves the strength of material.
Prevents the progression of cracks caused by impact forces during machining.

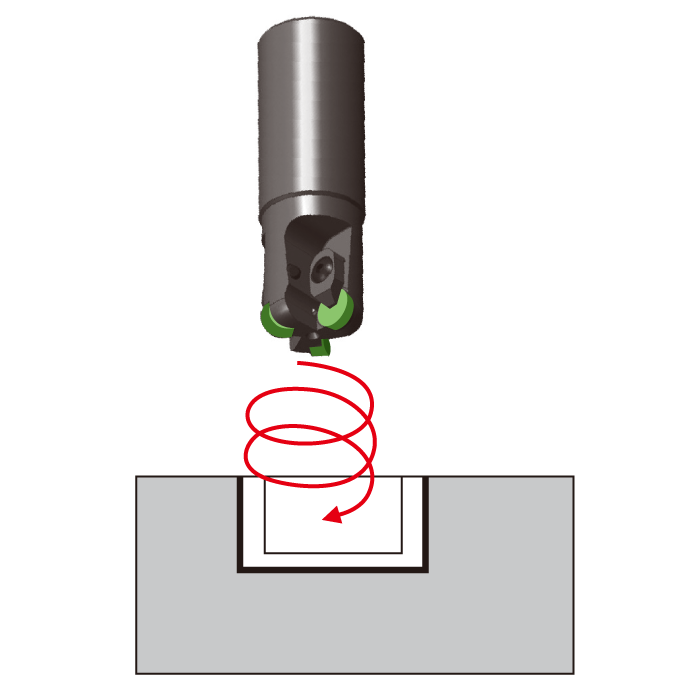
[ Cutting conditions ]Material : Inconel718 (Semi-finishing) Cycle time : 5.0 min vc = 240m/min F = 0.15mm/rev ap = 1.0mm, Wet[ Tools used ]Insert used : RPGX120700
| Jet engine part | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| WH04 |
80㎜ / corner (Consistent performance) |
| Competitor’s whisker ceramic |
80㎜ / corner (Streaks visible on part surface) |
WH04 had stable machining performance compared to competitor’s whisker grade.
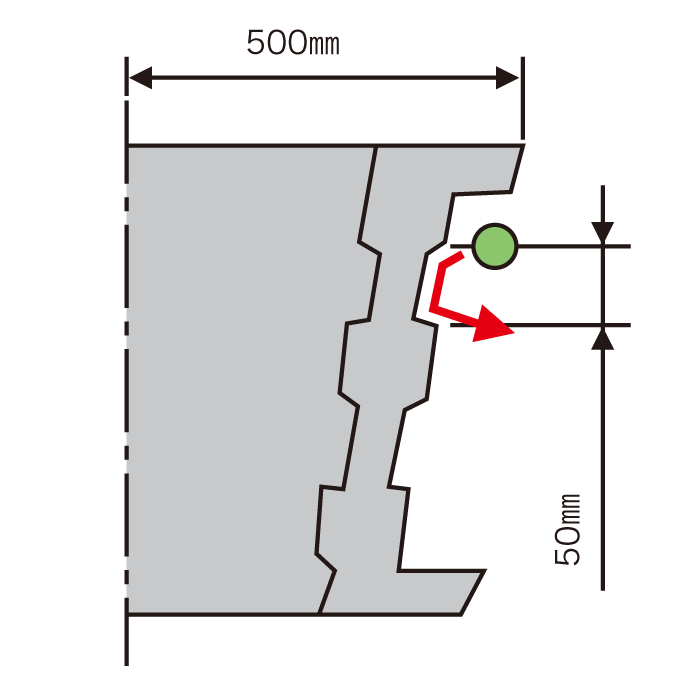
| Gas turbine case | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| WH03 |
1 pass = 2min |
| Competitor’s carbide end mill |
1 pass = 60min |
WH03 significantly reduced cycle time compared to the competitor’s carbide end mill.